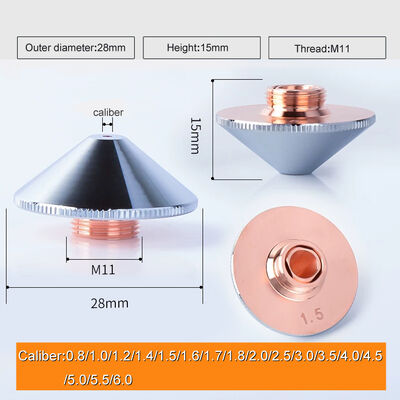
نازل Kjellberg .11.848.421.431 G2331Y برای برش پلاسما Kjellberg
دستگاه برش پلاسما Kjellberg: HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i و غیره
دستگاه Kjellberg : PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80, Fine Focus450, Fine Focus800, Fine Focus900 و غیره
الکترود: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 و غیره.
نازل: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2009X, S2010X, S2011X, S2012X, S2014X, S2016X, S2514X, S2516X, S2518X, S012X, S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, T2429, G2006Y, G2207Y, G2008Y, G2009Y, G2010Y, G2011Y, G2012Y, G2014Y, G2016Y, G2326Y, G2330Y, G2331Y, G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y.
شرکت شانگهای ژووبو تکنولوژی جوشکاری و برشمیتواند تمام لوازم مصرفی پلاسما را برای Kjellberg، Esab، Koike، Komatsu، Thermadyne، مانند: الکترود، نازل، شیلد، حلقه گردابی، کلاهک داخلی، کلاهک نگهدارنده، لوله آب، بدنه مشعل و غیره به شما ارائه دهد.
| دستگاه |
شماره HEC |
شماره Thum |
شماره مرجع |
توضیحات |
|
Hifocus 280i
Hifocus 360i
Hifocus 440i
(فولاد کربن)
|
K94211 |
G901Y |
.11.848.201.142 |
لوله خنک کننده |
| K94212 |
G902Y |
.11.852.201.142 |
لوله خنک کننده |
| K94241 |
G931Y |
.11.848.401.142 |
لوله خنک کننده |
| K0402 |
G002Y |
.11.848.221.300 |
کاتد O2 |
| K0105 |
G015Y |
.11.848.231.350 |
کاتد O2 |
| K0101 |
G011Y |
.11.848.231.320 |
کاتد O2 |
| K0106 |
G016Y |
.11.848.231.360 |
کاتد O2 |
| K0402 |
G092Y |
.11.848.401.310 |
کاتد O2 |
| K7441 |
G101 |
.11.848.221.145 |
راهنمای گاز |
| K1466 |
G2006 |
.11.848.221.406 |
نازل O2 25A |
| K1467 |
G2007 |
.11.848.221.407 |
نازل O2 35A |
| K54124 |
G3004 |
.11.848.201.1604 |
کلاهک نازل |
| K641515 |
G4015 |
.11.848.201.1515 |
کلاهک گاز گردابی |
| K641220 |
G4020 |
.11.848.201.1520 |
کلاهک گاز گردابی |
| K44191 |
G501 |
.11.848.201.081 |
کلاهک محافظ |
| K0403 |
G003Y |
.11.848.221.310 |
کاتد -O2 |
| K7442 |
G102 |
.11.848.221.146 |
راهنمای گاز |
| K1468 |
G2008 |
.11.848.221.408 |
نازل O2 50A |
| K14610 |
G2010 |
.11.848.221.410 |
نازل O2 80A |
| K14612 |
G2012 |
.11.848.221.412 |
نازل O2 120A |
| K14614 |
G2014 |
.11.848.221.414 |
نازل O2 160A |
| K14616 |
G2016Y |
.11.848.221.416 |
نازل O2 200A |
| K541228 |
G3028 |
.11.848.201.1628 |
کلاهک نازل |
| K641522 |
G4022 |
.11.848.201.1522 |
کلاهک گاز گردابی |
| K641525 |
G4025 |
.11.848.201.1525 |
کلاهک گاز گردابی |
| K641530 |
G4030 |
.11.848.201.1530 |
کلاهک گاز گردابی |
| K04242 |
G032Y |
.11.848.421.310 |
کاتد O2 |
| K04244 |
G034Y |
.11.848.421.330 |
کاتد O2 |
| K74251 |
G121 |
.11.848.421.145 |
راهنمای گاز |
| K14826 |
G2326Y |
.11.848.421.426 |
نازل O2 280A |
| K14830 |
G2330Y |
.11.848.421.430 |
نازل O2 360A |
| K14831 |
G2331Y |
.11.848.421.431 |
نازل -O2-400A |
| K541409 |
G3209 |
.11.848.401.1609 |
کلاهک نازل |
| K541419 |
G3219 |
.11.848.401.1619 |
کلاهک نازل |
| K541429 |
G3229 |
.11.848.401.1629 |
کلاهک نازل |
| K641745 |
G4345 |
.11.848.401.1545 |
کلاهک گاز گردابی |
| K641750 |
G4350 |
.11.848.401.1550 |
کلاهک گاز گردابی |
| K641755 |
G4355 |
.11.848.401.1555 |
کلاهک گاز گردابی |
پشتیبانی فنی:
عوامل اصلی منجر به اتلاف جدی فولاد و لوازم مصرفی
دستگاه برش شعله و پلاسما CNC در ابتدای تعداد زیادی از شرکت های صنعتی، تولیدکنندگان دستگاه برش CNC در تولید سطح طراحی و ساخت ابزار ماشین CNC به تدریج بالغ و پایدار می شوند. اما در شرایط ساختار سخت افزاری و سطح ساخت دستگاه برش CNC یکسان یا مشابه، به دلیل کمبود فناوری نرم افزار برش NC، دستگاه برش NC در استفاده رایج است در فرآیند برش، بهره وری تولید پایین است، اتلاف فولاد و مواد مشکلات جدی هستند، عملکرد خاص در جنبه های زیر:
1. سیستم کنترل عددی ناپایدار است: کاربر در خرید دستگاه برش CNC انتخاب سیستم CNC، کورکورانه کامپیوترهای غیرصنعتی با پیکربندی بالا را دنبال می کند، انتخاب سیستم ویندوز، پردازنده و هارد دیسک با فرکانس بالا، نادیده گرفتن پایداری سیستم کنترل عددی مورد استفاده در صنعت. به دلیل پردازنده و هارد دیسک با فرکانس بالا، توان بالا، ارزش حرارتی بالا، به خصوص در تابستان، گرمای بیش از حد داخلی سیستم CNC، منجر به عدم کارکرد سیستم CNC و دستگاه برش می شود، مجبور به استفاده از فن صنعتی برای خنک کننده سیستم کنترل عددی. علاوه بر این، پردازنده با فرکانس بالا باید با فن مجهز شود و فن به راحتی فرسوده می شود، عمر محدود دارد، به راحتی منجر به آسیب پردازنده و مادربرد می شود، آسیب لرزش هارد دیسک به مسیر و ویروس عفونی باعث ناپایداری سیستم NC می شود و منجر به توقف تولید برش می شود.
2. عدم استفاده از نرم افزار لانه سازی: در خرید دستگاه برش CNC نرم افزار بهینه سازی لانه سازی خریداری نشده است، فقط از نرم افزار CAD و نرم افزار تبدیل NC استفاده می شود، ترسیم و فایل برش NC، یا در سیستم NC در کتابخانه قطعات نامیده می شود، در سیستم NC فایل DXF یا NC لانه سازی دستی فرآیند، برش محلی، دستگاه برش CNC بیشتر اوقات در حالت بیکار برنامه نویسی لانه سازی در انتظار است، بهره وری تولید دستگاه برش عددی را به شدت کاهش می دهد، همچنین به دلیل برش صفحه فولادی محلی، تعداد زیادی مواد اضافی یا فولاد اضافی تولید می شود، فولاد منجر به اتلاف جدی می شود.

 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!